
HyCut – vodík jako palivo otevírající nové možnosti autogenním technologiím
Autogenní technologie mají ve strojírenské výrobě dlouhou a pevnou tradici. Jsou léty prověřené, spolehlivé a dobře známé. Co se ale stane ve chvíli, kdy se změní jedna z jejich klíčových složek – zdroj energie?
Právě nahrazení konvenčních hořlavých plynů vodíkem přináší nový pohled na efektivitu, bezpečnost i ekologii autogenních procesů. Pojďme se podívat blíže na to, co změna znamená v praxi.
Konvenční technické plyny a jejich limity
Základem autogenních technologií je kombinace oxidačního plynu (kyslík) a hořlavého plynu.
Nejčastěji používané hořlavé plyny jsou:
- acetylen
- propan
- zemní plyn
- etylen
Všechny tyto plyny mají jedno společné – jde o uhlovodíky, tedy sloučeniny uhlíku a vodíku. Při jejich spalování vzniká:
- oxid uhličitý (CO₂)
- voda (H₂O)
S rostoucím tlakem na snižování emisí CO₂ a zároveň požadavky na vyšší produktivitu se proto začíná prosazovat alternativní hořlavý plyn: vodík – HyCut.
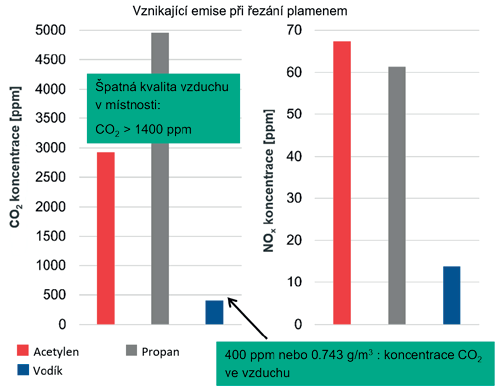
Obr. 1: Vznikající emise při řezání plamenem
Vodík a vodíkový plamen: vlastnosti a bezpečnost
Vodík je nejlehčí prvek periodické tabulky a přibližně 14× lehčí než vzduch. Tato vlastnost má zásadní bezpečnostní výhodu – při případné netěsnosti rychle stoupá vzhůru a nehromadí se v rizikových zónách.
Bezpečnostní aspekty vodíku
- vyšší teplota samovznícení než acetylen i propan
- ke vznícení je potřeba alespoň 4% koncentrace ve vzduchu
- nižší riziko zpětného šlehnutí díky menší rychlosti hoření
Vlastnosti plamene
- lehce namodralý odstín
- přibližně o 70 % nižší UV záření než u acetylenu nebo propanu
- tišší provoz
- menší tvorba prachových částic
- lepší hygienické podmínky pracoviště
Nevýhodou může být o něco složitější seřízení plamene, protože není jasně zřetelná jeho primární a sekundární část. Naopak výhodou je koncentrovanější teplo, což se hodí při:
- rovnání materiálu
- svařování plamenem
- nahřívání
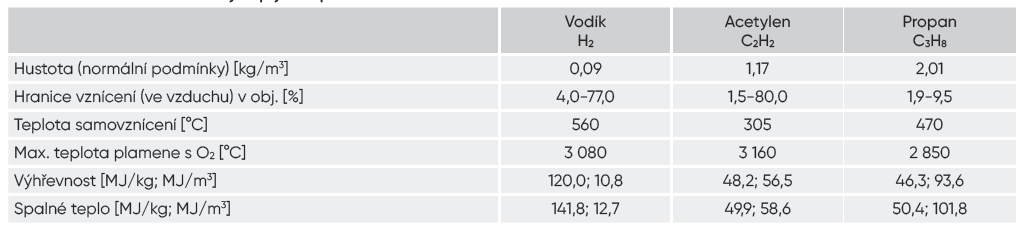
Tabulka 1: vlastnosti hořlavých plynů a plamene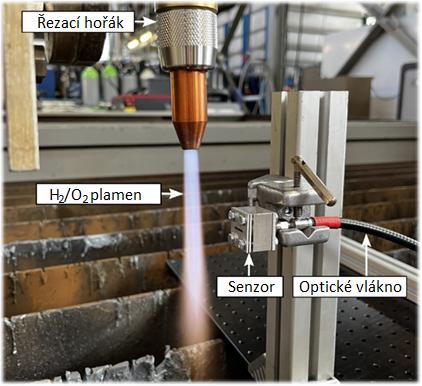
Obr. 2: Vodíkový plamen
Strojní kyslíkové dělení materiálu s vodíkem
Při kyslíkovém řezání je nejprve nutné materiál lokálně ohřát na zápalnou teplotu. Díky vysoké energetické hustotě vodíkového plamene dochází k:
- rychlejšímu nahřátí
- možnosti vyšší řezné rychlosti
Praktické porovnání: vodík vs. propan
Test proběhl na oceli S355 o tloušťce 60 mm.
Propan:
- řezná rychlost: 230 mm/min
- čas nahřátí: cca 35 s
Vodík:
- řezná rychlost: 410 mm/min
- čas nahřátí: cca 20 s
Tvrdost materiálu
Měření mikrotvrdosti ukázalo:
- lokální zvýšení tvrdosti blízko řezné hrany
- ve větší hloubce stejné nebo nižší hodnoty než u propanu
- minimální snížení řezné rychlosti problém eliminuje
Výsledek: i při konzervativním nastavení je vodík výrazně rychlejší než propan.
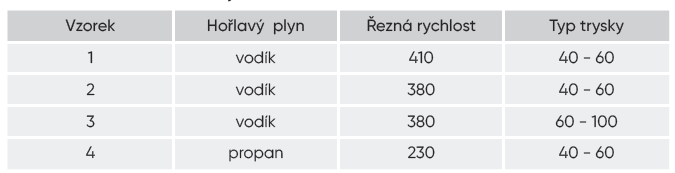
Tabulka 2: Jednotlivé vzorky
Ekonomika, skladování a logistika
Ekonomické vyhodnocení přechodu na vodík je poměrně jednoduché. Stačí znát:
- Průtok plynů (kyslík + hořlavý plyn)
- Čas operací
- Cenu plynu za kg nebo m³
Významnou roli do budoucna sehraje také cena emisních povolenek.
U vodíku je nulová, protože při spalování nevzniká CO₂.
Skladování vodíku
- tlakové lahve 200–300 bar
- žádné omezení maximálního odběru
- vhodné i pro vysokoprůtokové hořáky
- možnost svazků lahví nebo stacionárních zásobníků
- plnění pomocí bateriových vozů = efektivní logistika
 Tabulka 3: Výsledky měření mikrotvrdosti HV1
Tabulka 3: Výsledky měření mikrotvrdosti HV1
 Graf 1: Měření průběhu mikrotvrdosti HV1
Graf 1: Měření průběhu mikrotvrdosti HV1
Závěr
Vodík v autogenních technologiích nepředstavuje jen ekologickou alternativu, ale především technologický posun.
Řešení HyCut nabízí:
- vyšší rychlosti řezání
- lepší pracovní prostředí
- nižší emise
- dlouhodobý ekonomický potenciál
Uplatnění nachází nejen při strojním a ručním dělení materiálu, ale také při:
- rovnání
- nahřívání
- pájení
- svařování
Vodík tak otevírá cestu k modernější, efektivnější a udržitelnější výrobě.
Autor:
Ing. Jan Šplíchal, IWE – aplikační inženýr svařování a dělení materiálů, Messer Technogas s.r.o.
Obr. 5: Bateriový vůz